Got this American branded 5 in 1 for the purpose of restoration
It has come out great so far
The stamped steel logo was a challenge:
The paint was badly chipped; I couldn't stand it.
So I striped the paint, sand-blasted it, primed it, painted the red 1st, the white border 2nd, and then added the AMERICAN as vinyl pieces.
A mix of old and new technology, I used the Cricut cutter to make the vinyl letters. 1st I had to create those letters in CAD. I use Rhino for this, scanned the emblem, brought it in correct to size (there is an easy trick to that) and traced around the letters. A huge amount of work but the results are good.
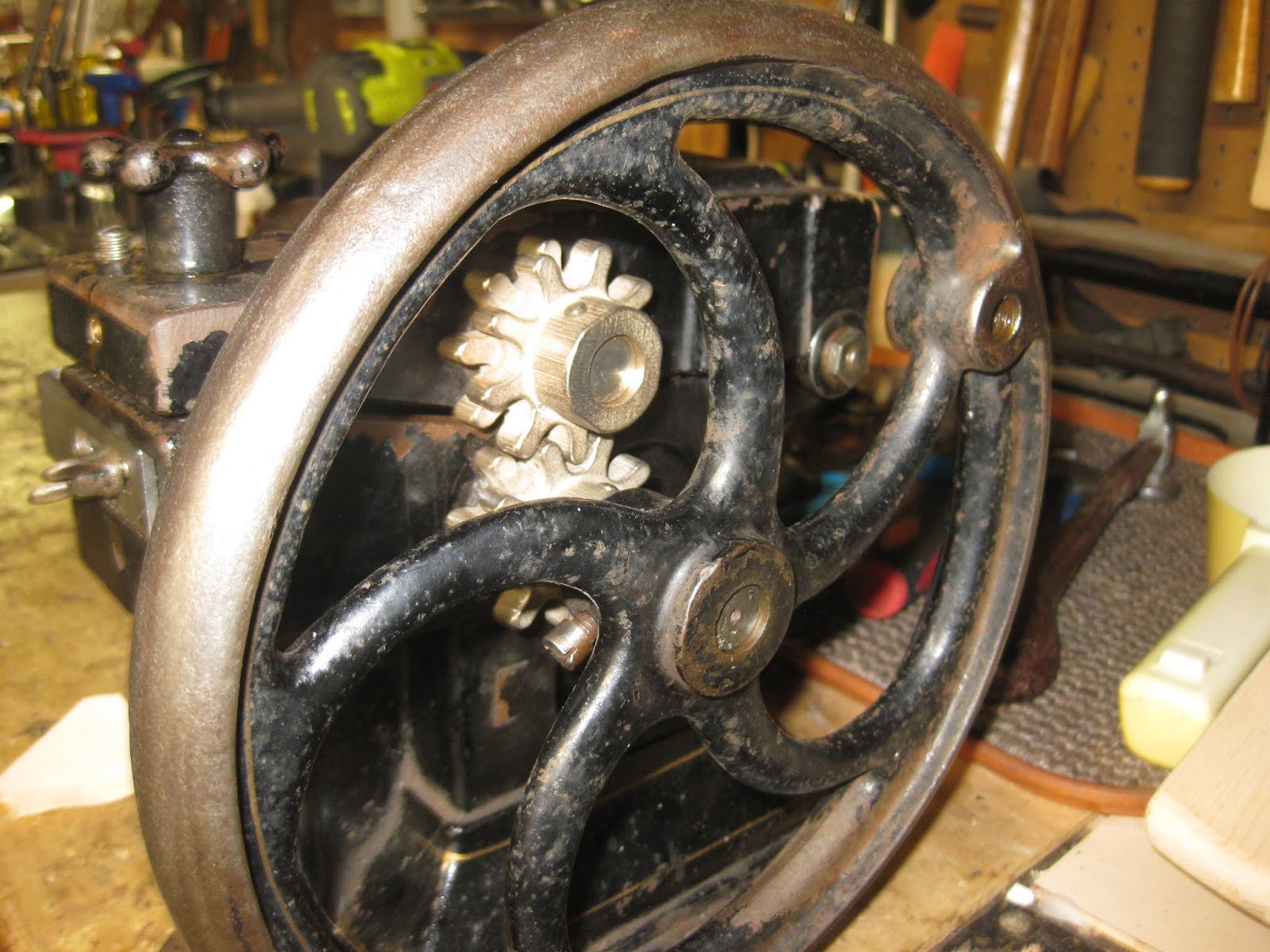
The most difficult part of the restoration was freeing up the skiver drive wheel piston.
I worked every day for a week, with hammer, pry-bars, Liquid Wrench, channel locks, etc.
Finally I set the mini machinists jack under the ram AND got out the torch, It eventually came out.
REMEMBER, this cast iron it doesn't flex like steel; it just breaks or cracks, this renders the casting to scrap!
You cannot force cast parts like steel, they will break and welding is almost out of the question or at the very least is not cheap.
There had likely been a dripping of water down the back of the machine. That water rusted the lower long shaft too making it difficult to remove.
The machine is made up of basically 4 discrete modules
- The cutter / Base
- The Blade & Drive wheel
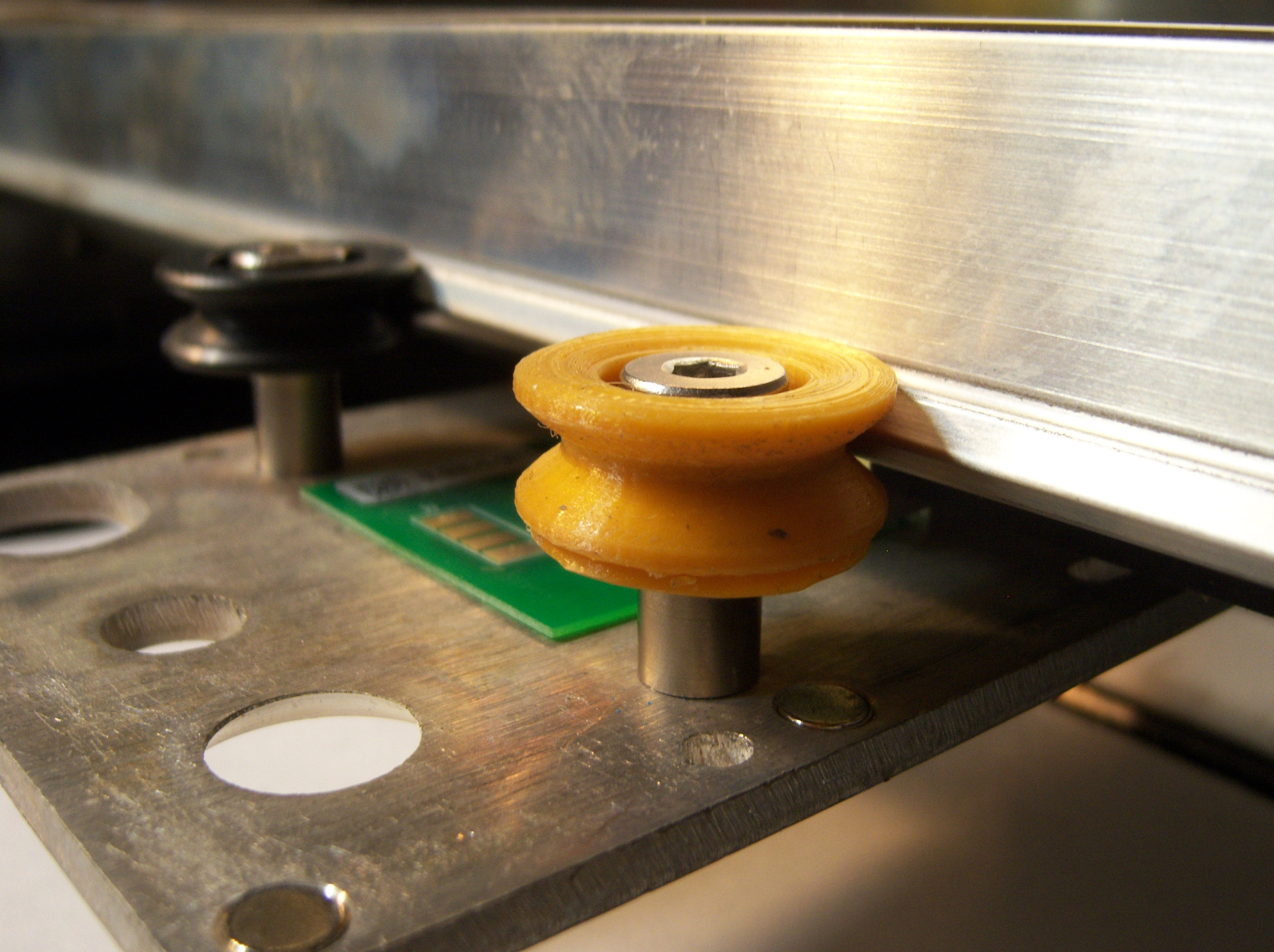
- The combination Skive & Welt roller wheel
- The Welt roller
You can mostly treat them separately
Took a bunch of reference shots but used my working 5 in 1 to expedite the reassembly.
Did the sand blasting, sanding, and wire wheel work. I needed to wait until it was warm enough to spray paint outside and so finally it is.